手づくりだからこその味わい
メーカーズマーク蒸溜所には昔から伝わる言葉があります。「たとえもっと早くつくれたとしても、私たちはそうしない」。メーカーズマークでは、自分たちのバーボンを一本一本丁寧につくることを大切にしています。それは、創業者が最初のボトルにウイスキーを詰めたときから変わりません。いいウイスキーは、機械まかせではなく人の手で丁寧につくるもの。創業以来、メーカーズマークにかかわるすべての人が守り続けている信念です。
|
|
製品紹介 > メーカーズマーク |
|---|

メーカーズマーク蒸溜所には昔から伝わる言葉があります。「たとえもっと早くつくれたとしても、私たちはそうしない」。メーカーズマークでは、自分たちのバーボンを一本一本丁寧につくることを大切にしています。それは、創業者が最初のボトルにウイスキーを詰めたときから変わりません。いいウイスキーは、機械まかせではなく人の手で丁寧につくるもの。創業以来、メーカーズマークにかかわるすべての人が守り続けている信念です。
メーカーズマークを特徴づけるマッシュビル(原料のレシピ)を形成する要素の一つが冬小麦、とりわけSoft red winter wheatというマイナー品種です。かつて、バーボンづくりには、ライ麦(ときに望まない刺激を生じる)を用いるのが当たり前でした。“誰が飲んでも美味しい”バーボンをつくることを目指した創業者ビル・サミュエルズ・シニアは、度重なる試行錯誤を経て、ようやく求めていた風味を生み出す理想の原料、冬小麦を発見したのです。






メーカーズマークの仕込み水には、蒸溜所の敷地内に広がるスプリング・フェド湖の良質な湧き水を使用しています。ケンタッキーの石灰岩に磨かれて鉄分が取り除かれたライムストーンウォーターは、飲料水としてはもちろん、なにより酵母の働きやすいサワーマッシュをつくるのに適し、バーボンづくりにうってつけです。
メーカーズマークを完成させるのに欠かせない要素の一つ。それは150年以上に渡って受け継がれてきた先祖伝来の酵母です。安価な酵母を仕入れてつくる方が簡単かもしれない。それでも伝統的な酵母にこだわるのは、変わらない品質を守るため。これまでつくられてきたメーカーズマークの一本一本に、大切に守られてきた酵母が息づいているからです。この酵母は、メーカーズマークが生まれる以前からあったバークス蒸溜所から引き継いだタンクで発酵を重ねています。今では入手が難しい樹齢100年以上のレッドサイプラス(赤イトスギ)の発酵槽は、メーカーズマークの風味に良い影響をもたらす理想的な環境なのです。
手づくりへのこだわりは、樽にも言えること。
メーカーズマークの樽に使用するアメリカンホワイトオークの木材は、夏をはさむ9カ月間屋外で自然乾燥させます。これは、苦味のもとになるタンニンを取り除き、バーボンに入り込まないようにするための大切な工程です。
そして決め手となるのは、樽の火入れ(チャー)。メーカーズマークが独自に定めた焼きつくす手前の「レベル3」。ちょうど40秒間の火入れによって、四角く均一な焦げ目に調整します。この程よさが、メーカーズマークの魅力的なバニラのような甘みとまろやかな味わいを育むのです。
貯蔵庫で熟成させる樽の位置を定期的に入れ替えるのも、メーカーズマークが優れた品質を誇る理由の一つ。温度が高い最上段に置かれた樽はどうしてもタンニンの苦みが多くなるため、それぞれの樽が均等に熟成するように考えられた大切な工程です。重さ525ポンドの樽を手作業でローテーションさせるこの作業をずいぶん昔にやめてしまった蒸溜所も多くあります。メーカーズマークの樽は貯蔵庫の上の段で、ケンタッキーの暑い夏を少なくとも3回過ごします。その間にウイスキーは樽の中でまろやかになり、独特の色と香りをまといます。そして、熟成が早まりすぎないよう、樽を貯蔵庫内の冷涼な場所に移すのにふさわしい時期を、職人たちが日ごろからテイスティングで見極めています。
理想の味わいを生む熟成
そのバーボンは合格?
正真正銘のオリジナル、
メーカーズマーク
傑作のナンバー、
メーカーズマーク46
熟成
熟成を終えるタイミングはウイスキーの状態で決まります。それ以外に決め方はないといえるでしょう。最初に時期を決めて熟成を終えるのでは、満足できるウイスキーには仕上がりません。求めている風味が完成してはじめて熟成が完了するのであり、求めている時間が熟成を決めるのではないのです。通常6年から7年、樽の中で熟成するのをじっくりと待つこの時間もウイスキーづくりには欠かせません。
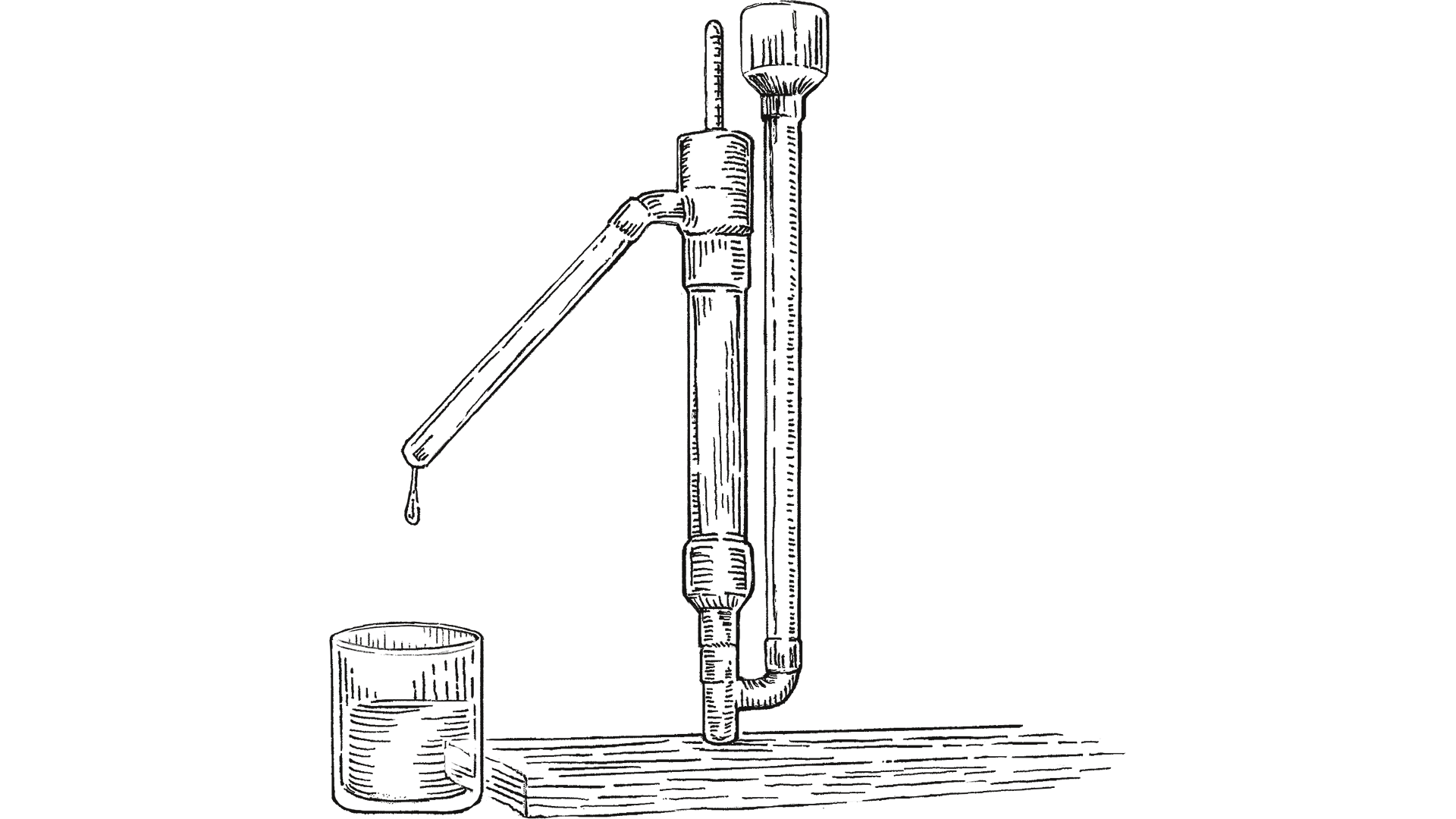
品質の確認
仕上がり段階に行われる香りのテストは、最も大切なプロセスです。メーカーズマークにふさわしい香りかどうかをチェックし、厳格な品質基準をクリアしたものだけが世に送り出されます。人の手によって確かめるのがいちばん。変わらない味を守っていくために、しっかりと確認していきます。
メーカーズマーク
熟成を終えたメーカーズマークは、チルフィルターで濾過され、アルコール度数を45度(90プルーフ)まで下げて最適な味わいになるよう微調整を施します。ボトリングされたメーカーズマークは、はじめて出荷された第1号のボトルと同じく、ブランドを象徴する赤い封ろうに浸され、磨きのかかったグラスへ注がれるときを待ちます。
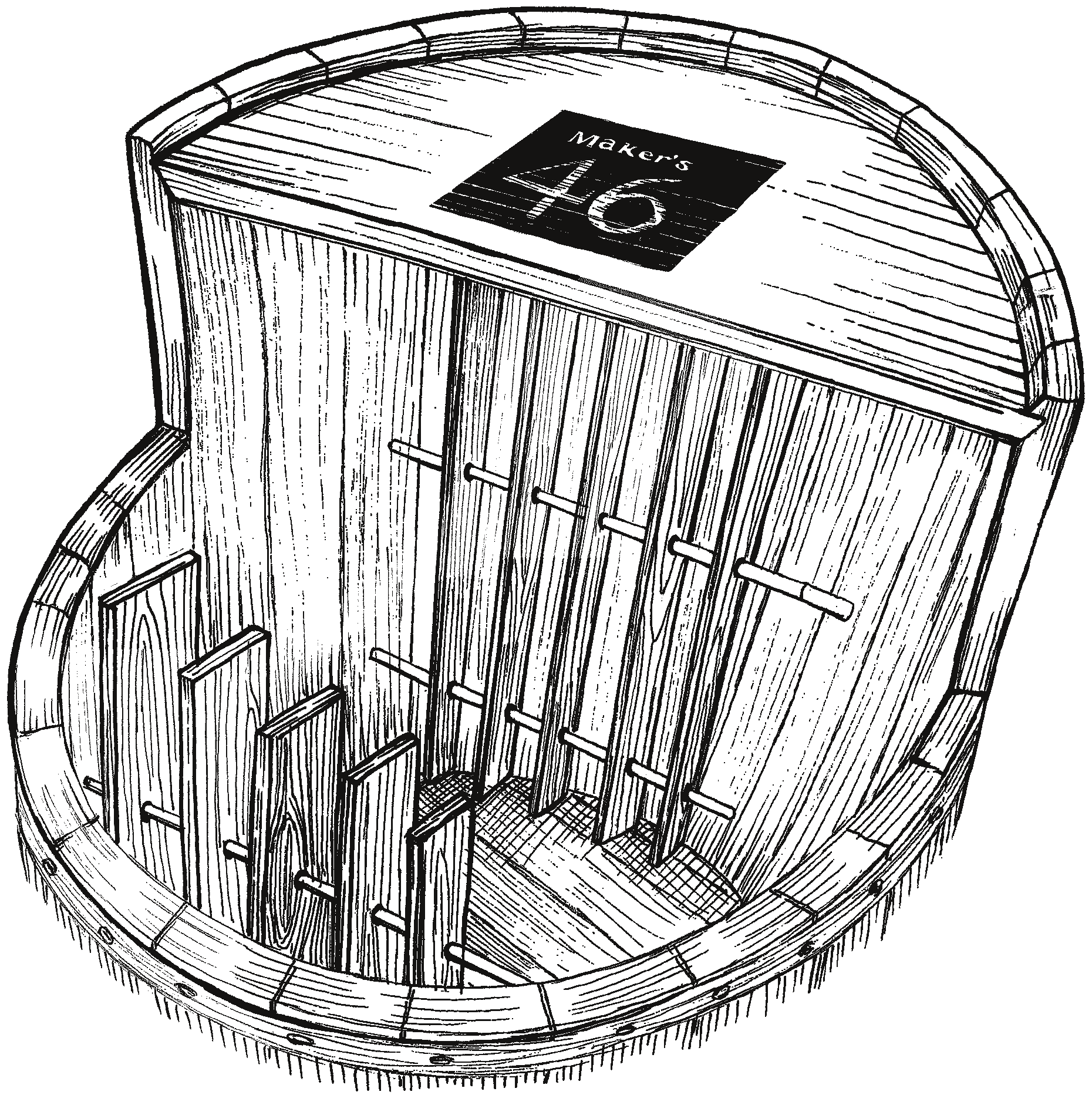
メーカーズマーク46
過去60年間ではじめての新製品、メーカーズマーク46。製造工程は途中までメーカーズマークと同じですが、ウッドフィニッシュシリーズとしてデビューしました。その味わいの秘密は、焦がしたフレンチオークのステーブ(板)。それを樽の中に10枚入れ、石灰岩の貯蔵庫で通常よりも長い期間熟成させます。その結果、独特の大胆でなめらかな味わいが生み出されるのです。
6代目ビル・サミュエルズの妻、マージーのキッチンで行われていたのと同じく、200度の封ろうに手作業で浸すやり方は今も継承されています。うっすらと浸したもの、完全にどっぷり浸したもの。封ろうには、ディッピング工程のスタッフそれぞれの癖やスタイルも表れます。もしも蒸溜所にお越しいただくことができれば、あなた自身でボトルをディップして、自分スタイルの表現を愉しむこともできます。
メーカーズマークの個性を表すラベルは、今も手動のラベルカッターで裁断されています。長年の使用に耐えてきた信頼のおけるラベルメーカーは、これまでもこれからもメーカーズマークの一部として活躍し続けてくれるでしょう。そして、このオリジナル機の寿命がついに尽きたとき、まったく同じ仕様の2号機が調達されました。オリジナル機は、現在は展示されています。