2026.03.16
未来を仕込むウイスキー、今を磨くビール。 2人のプロが語り合う、サントリー「酒づくり」の美学

サントリーが誇る「ウイスキー」と「ビール」。製法も時間軸も異なる酒づくりの最前線で、なぜサントリーは「人」と「品質」にこだわり続けるのでしょうか。サントリーホールディングス株式会社 大阪秘書室部長 兼 マスターブレンダー補佐の野口雄志さん、サントリー株式会社 武蔵野ビール工場 工場長の丸橋太一さんという2人のトップランナーに、前後編で語っていただきました。
過去を受け継ぎ、未来に託す。ウイスキーブレンダーの仕事
サントリーホールディングス 鳥井信吾代表取締役副会長・マスターブレンダーの秘書を務め、マスターブレンダー補佐としてウイスキーづくりの最前線に立ち続けている野口さん。ウイスキーのブレンダーという仕事について、次のように話します。
野口さん:ウイスキーは数年から数十年熟成させた原酒をブレンドして製品に仕上げます。多彩な個性を持つ原酒をテイスティングして熟成具合を見極め、自身の五感をフルに使って理想の香味を追求することがブレンダーの仕事。ほかにも、原酒を新しく仕込んだり、それらの原酒をどう使っていくかという長期的な計画を立てたりすることも、ブレンダーの重要な役割です。
 2000年のサントリー入社から一貫してウイスキーに携わり続けてきた、野口雄志さん。
2000年のサントリー入社から一貫してウイスキーに携わり続けてきた、野口雄志さん。
どのような原酒をつくり、それをどう育て、いつどのように使うのか。ウイスキーづくりの鍵を握るブレンダーは、過去・現在・未来をつなぎながら、日々ブレンドを行っています。
野口さん:ウイスキーは、原料の選定から醸造、蒸溜を経て、木製の樽で貯蔵するという長い工程を経て完成するお酒です。貯蔵期間は数年から数十年にも及びます。熟成年数は使う原酒にもよりますが、基本的には先達から受け継いだ原酒を我々が商品として仕上げています。同時に先達が行ってきたように、次世代のブレンダーがウイスキー製品をブレンドするための原酒づくりも行っています。
 1923年、日本初のモルトウイスキー蒸溜所である山崎蒸溜所の建設着手を皮切りに、現在まで100年以上の歴史を誇るサントリーのウイスキー事業がはじまった。
1923年、日本初のモルトウイスキー蒸溜所である山崎蒸溜所の建設着手を皮切りに、現在まで100年以上の歴史を誇るサントリーのウイスキー事業がはじまった。
野口さん:こうして、それぞれの時代のつくり手が熱い想いを込めてつくった原酒を引き継いで、妥協なく美味しいウイスキーに仕上げていく。それを我々は「熱意の連鎖」と呼んでいます。ウイスキーづくりは長い年月をかけて向き合う難しさがありますが、それゆえに面白いんです。
数字ではとらえきれない「味わい」を五感で追求
サントリーのブレンダー室では、所属するメンバーそれぞれが平均して毎日数百サンプル、年間で数万サンプルものテイスティングを行っています。
野口さん:ブレンダーはそれぞれが主に担当するブランドを持っています。ただ、サントリーでは、ブレンダー同士が日々原酒や製品に対してディスカッションをしながら、今から数十年先の将来にわたる原酒の使い方についての対話を重ねて、ブレンドレシピを決めています。
 2024年、テイスティングセミナーにてウイスキーの味わいについて語る野口さん。
2024年、テイスティングセミナーにてウイスキーの味わいについて語る野口さん。
野口さん:原酒は日々刻刻と香味が変わっていくことに加えて、過去に蒸溜されたもので数量が限られているため、どのブランドのウイスキー製品にいつどれくらい使っていくのか、全体を見通して意見を交換しつつ、ブレンドの方向性を決めていきます。
ディスカッションの際に拠り所となるのが、官能評価。色、香り、味、余韻に至るまで、自らの五感でウイスキーを評価します。入社当時は、人の感性に基づく官能評価よりも、データとして表れる「数値」に頼ろうとしていました。しかし、やはり数字だけでは語ることができない、データのみに頼ることの限界があることを知りました。
 ブレンダーの重要な業務でもある、官能評価。五感を研ぎ澄ませながら、原酒(ニューポット)の状態を判断する。
ブレンダーの重要な業務でもある、官能評価。五感を研ぎ澄ませながら、原酒(ニューポット)の状態を判断する。
野口さん:結局、ウイスキーは「全体感」が重要なんです。はっきりと白黒がつかない世界で、そこに奥深さがある。スコアリングだけに引っ張られすぎずに、日々養った繊細な五感を信じて酒づくりをする。そこにブレンダーとしての醍醐味があると思っています。
「All for the Quality」を体現する、ビール開発の現場とは
一方、サントリーの武蔵野ビール工場で工場長を務める丸橋さんは、これまでビールづくり一筋。無類のビール好きが高じてサントリーに入社したという丸橋さんですが、同じ酒づくりでも、「ビールづくりは長い時間をかけるウイスキーとは対照的」だと語ります。
丸橋さん:ビールの製造期間は1〜2カ月ほど。麦芽やホップという自然の恵みを原料に、酵母という生き物の力を借りて発酵させ、アルコール濃度5〜6%のビールをつくります。
 入社は2001年。群馬ビール工場の醸造部門からスタートし、現在は武蔵野ビール工場の工場長を務める丸橋太一さん。
入社は2001年。群馬ビール工場の醸造部門からスタートし、現在は武蔵野ビール工場の工場長を務める丸橋太一さん。
丸橋さんのビールづくりへの情熱の原点となっているのが、2006年にミュンヘン工科大学に派遣されたときのドイツでの赴任経験です。
丸橋さん:現地でビールを飲んでいる人たちが、私の目にはすごくカラフルに映ったんです。日本では「仕事終わりに疲れを癒やしてくれる飲み物」というイメージですが、向こうでは昼間からさまざまな人が、フラットに楽しくビールを飲んでいました。そんな「彩りあるビールの世界」を日本でもつくりたいと開発したのが、2014年の「ザ・プレミアム・モルツ〈香るプレミアム〉」です。
 2009年、ドイツ赴任中の丸橋さん。「現地で得たさまざまな経験は、今のビールづくりに生きています」
2009年、ドイツ赴任中の丸橋さん。「現地で得たさまざまな経験は、今のビールづくりに生きています」
丸橋さん:エールビールは、当時の日本ではまだ馴染みの薄かった上面発酵のビール。下面発酵のラガーとは異なる豊かな香りで、新しいビールの楽しみ方を提供できるのではないかと、チームを組んで自主的に研究開発を始めていました。その後、限定醸造で商品化をするチャンスが訪れたのですが、大変だったのは、そこからでしたね。
これまでは下面発酵のラガービールの商品が主流だったため、工場の設備が下面発酵用に設計されている部分が多く、上面発酵酵母がうまく発酵しないなどの予想外のトラブルが連発しました。チームで力を合わせて、大急ぎで設備を調整してなんとか発売にこぎつけました。
「ザ・プレミアム・モルツ〈香るプレミアム〉」は苦みを下げて、甘みのある香りを膨らませるなど、日本の繊細な和食との相性も意識して仕上げています。ようやく、日本でもエールの文化が広がり始めており、「彩りのあるビールの世界」に向けて一歩踏み出せたと思っています。
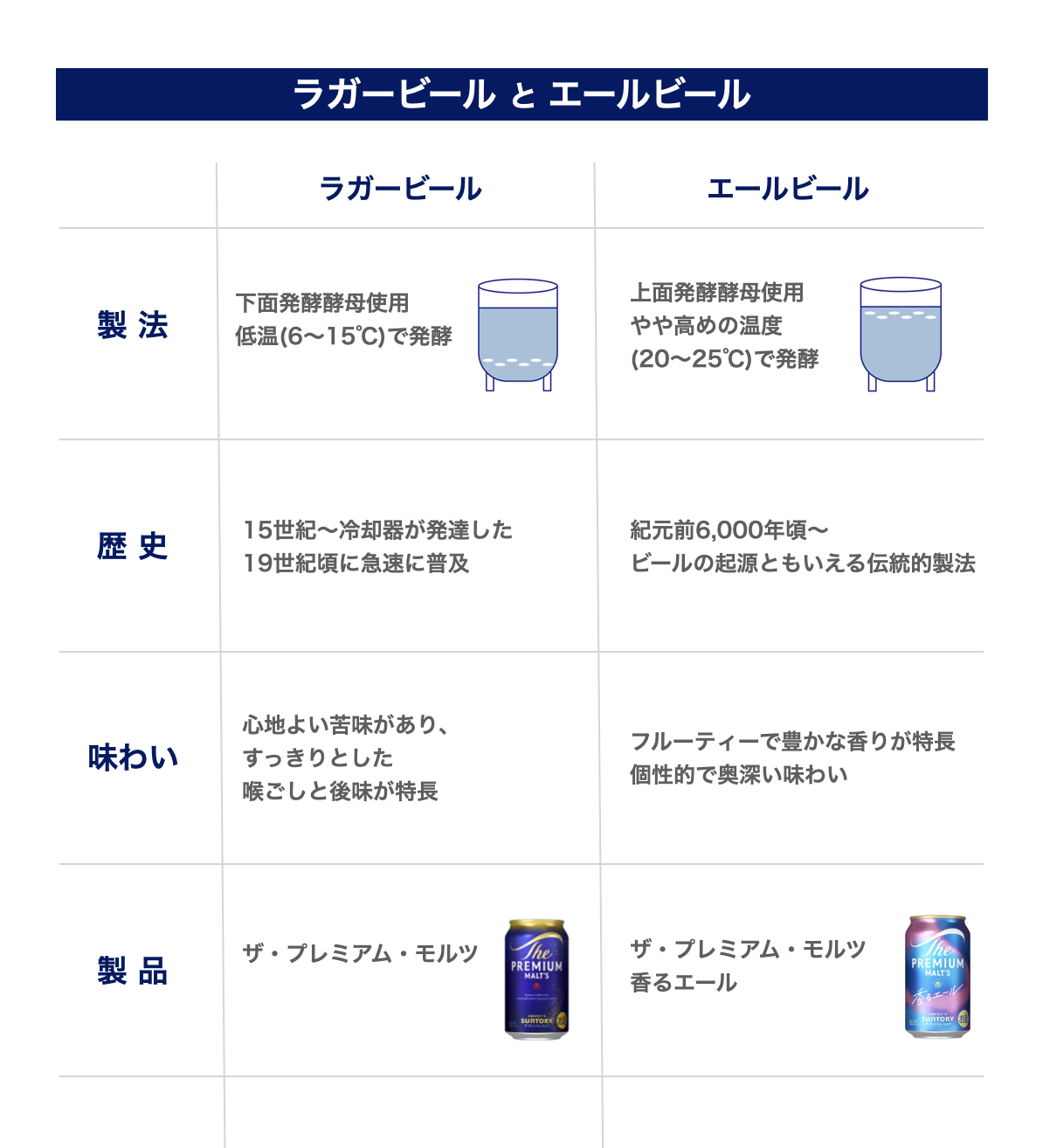 異なる酵母を用いてつくられる、ラガーとエール。丸橋さんが開発した「ザ・プレミアム・モルツ〈香るプレミアム〉」は、現在は「ザ・プレミアム・モルツ 香るエール」にリニューアル。
異なる酵母を用いてつくられる、ラガーとエール。丸橋さんが開発した「ザ・プレミアム・モルツ〈香るプレミアム〉」は、現在は「ザ・プレミアム・モルツ 香るエール」にリニューアル。
設備、水、環境や条件が違っても「同じおいしさ」を届け続ける
ビールの商品開発では、思い通りにいかないこともたくさんあります。アルコール度数16%という、ビールとしては度数の高い「ビアボール」の開発では、商品コンセプトを実現するうえで大きなハードルがありました。
丸橋さん:研究・開発のための「ミニブル」(ミニブルワリーの略、小規模な醸造設備)では16%のビールをつくることができたのですが、いざ工場の大きな設備で製造をはじめてみると、どうやってもアルコール度数が15%までしか上がらなかったんです。
割材と3:1で割って飲んでいただくことをイメージしており、アルコール度16%なら飲むときにちょうど4%になるというコンセプトの商品でした。すでに概要を発表済みだったこともあり、一瞬、「これ、ちょっと練習ってことにできないかな……」と思ったのですが、もちろんそんなことはできなくて(笑)。
すでに発売日も迫っていて、「このままでは、大変なことになる!」と、責任をとって辞表を書く自分の姿が頭をよぎりましたね。でも、そこからは覚悟を決めて、メンバーと一緒に必死になってすべての工程を見直し、酵母が元気に発酵できる条件を整えました。結果、無事16%をクリアして発売にこぎつけたのは、忘れられない思い出です。
 2016年、工場での丸橋さん。当時も今も想いは変わらず、最高品質のビールを追求し続ける。
2016年、工場での丸橋さん。当時も今も想いは変わらず、最高品質のビールを追求し続ける。
現在、サントリーには4つのビール工場があります。水も設備も環境も異なるそれぞれの場所で、どのようにして品質を保ち続けているのでしょうか。
丸橋さん:私たちの武蔵野ビール工場以外にも、群馬・利根川、京都、熊本・阿蘇の全国4か所でビールづくりをしています。いずれもビールに適した天然水が採れる地ですが、それぞれの条件の違いや特性を理解して、各工場の醸造技師長が「いつもと同じおいしさ」をどう実現できるかを常に考えてやっています。
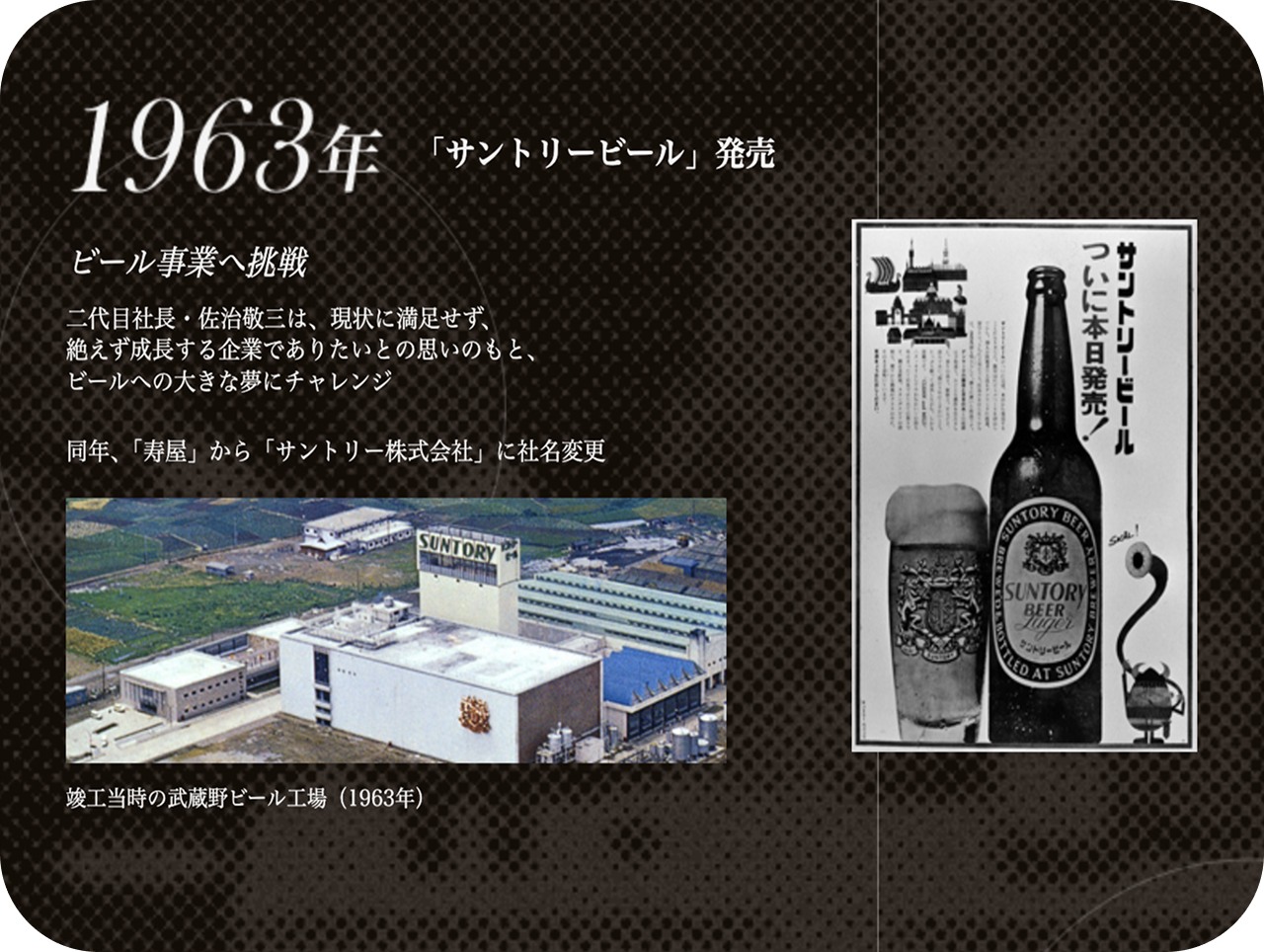 武蔵野ビール工場が竣工したのは1963年。その風景は松任谷由実の『中央フリーウェイ』の歌詞にも登場し、工場見学でも人気のスポット。
武蔵野ビール工場が竣工したのは1963年。その風景は松任谷由実の『中央フリーウェイ』の歌詞にも登場し、工場見学でも人気のスポット。
丸橋さん:ビールづくりは単純に機械任せでできるものではなく、「人の感覚」「五感」こそが勝負どころ。ビールは生き物であり、やはりビールも最終的には「人」がつくるものなんです。天然水、原料と酵母、そして人。そのいずれが欠けても、サントリーらしいビールづくりは成し遂げられないと考えています。
サントリーの酒づくりが担う、豊かな生活文化の創造
ウイスキーとビール。つくり方も時間軸も異なる2つのお酒ですが、その根底には、「人の感覚」「五感」を大切にすること、そして「品質への妥協なき追求」という共通項が伺えます。
野口さん:酒は嗜好品であって、生活必需品ではありませんよね。だからこそ、「いかにお客様に喜んでもらえるか」「お客様の生活に彩りを添えられるか」を考え、美味しく味わっていただけるお酒を提供していきたい。そんな世の中のためになる酒づくりをしていきたいと、いつも考えています。
丸橋さん:サントリーでは「All for the Quality」という品質方針を、本当に愚直に、徹底的にやっていて、絶対に「品質」をあきらめません。自分では100点満点の美味しいビールができたと思っても、「まだまだいける、次は101点を目指そう」となるんです。品質の追求には終わりがなく、その繰り返しこそが、お客様に喜んでいただける、お酒のある豊かな暮らしを届けることに通じていると思います。
 ウイスキーとビール、フィールドは異なるものの「お酒づくり」にかける想いは同じだと笑い合うおふたり。
ウイスキーとビール、フィールドは異なるものの「お酒づくり」にかける想いは同じだと笑い合うおふたり。
サントリーを、そしてお酒をこよなく愛する「お酒づくり」のトップランナー。そんなおふたりから見た「サントリーで求められる人物像」とは、どのような人材なのでしょうか。
丸橋さん:お酒の世界は、白黒はっきりしない部分も多いです。だからこそ、非常に複雑なものを複雑なものとして受け入れながら、いかに前進できるかが大事だと思います。
野口さん:「鼻が利く」「味覚が鋭い」といった部分は訓練次第でなんとでもなります。それよりも、明確な正解のない世界でも考え続けられる「頭の柔らかさ」がある人と、ぜひ一緒にいいお酒づくりに取り組みたいですね。
後編では、英国・エディンバラで始まったおふたりの出会いから、異なるフィールドでのそれぞれの挑戦、そして後輩サントリアンに託したい想いについて、対談形式でお届けします。
※社員の所属・役職、内容は取材当時のものです。
編集:サントリーホールディングス株式会社 人財戦略部
【サントリーのものづくりについての記事はコチラ!】
「山崎品質」を守り抜く。世界から高く評価されるウイスキーを生み出す山崎蒸溜所のこだわりとは?
「変化に強い仕組みをつくる」。仕込一筋15年、サントリーのビール工場現場のこだわりとは?

野口 雄志Yushi Noguchi
サントリーホールディングス株式会社
大阪秘書室 部長 兼 マスターブレンダー補佐
2000年にサントリーに入社以来、一貫してウイスキーづくりに従事。スコットランドのヘリオット・ワット大学、モリソン・ボウモア・ディスティラリー社、ビームサントリーUKへの派遣を経て、2018年に製品の香味設計を行うブレンダー室部長、2022年同室長に就任。2024年からはサントリーウイスキーのマスターブレンダーでもある鳥井信吾副会長の秘書業務に加え、マスターブレンダー補佐としてサントリーウイスキーの品質を守り続けている。

丸橋 太一Taichi Maruhashi
サントリー株式会社
武蔵野ビール工場 工場長
2001年、サントリーに入社。群馬ビール工場を経て、ドイツ・ミュンヘン工科大学へ派遣。帰国後はビール商品開発研究部で「ザ・プレミアム・モルツ〈香るプレミアム〉」や「マスターズドリーム」を開発。その後、群馬ビール工場技師長を経て、再びビール商品開発研究部にて、「パーフェクトサントリービール」「サントリー生ビール」の開発に携わり、2024年より現職。製造現場と開発研究の両面から、サントリーのビール事業を牽引。






